
汽车生产线自动化控制系统
一、自动化生产线设计
自动化生产线主要负责车身总成的生产,下部线和主焊线是混线自动化生产线。
车身下部线完成发动机仓、前地板、后地板等总成零件的拼装焊接工作,适应车身下部高强度的焊接要求。主要由27台机器人完成焊接工作、零件抓取,整条线还包括自动化输送悬链,零件缓存器。
主焊线主要是完成车身下部、侧围、顶盖、包裹架等总成的拼装焊接工作。由滚床、OPENGATE、和31台机器人组成。
主焊线OP130工位为在线激光检测系统,由4台机器人带动激光检测系统,对车身尺寸关键点进行在线检测。
二、电气控制系统
自动化生产线共有两个部分组成,分为车身下部线和主焊线,有5条空中输送线,工艺流程为发动机仓、前地板、后地板分别由3条输送线输送至车身下部线,车身下部经空中输送至主焊线,然后通过空中输送线输送至调整线。
整条生产线有车型识别系统一套,辊床一套、涂胶设备8套、COMAU机器人62台,采用SICK的安全保护设备,采用带有安全集成功能的CPU 416F-2的西门子PLC。控制部分的采用工业以太网和PROFIBUS(现场总线)连接,见图控制部分示意图。
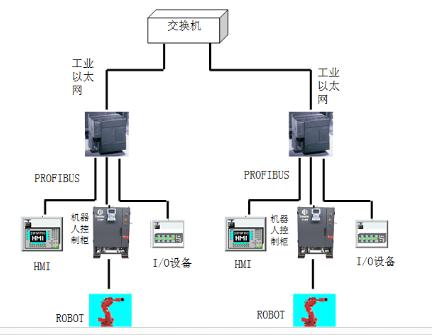
控制部分示意图
两条自动化生产线和5条空中输送线由CPU 416-2DP、CPU 315-2DP的13台西门子PLC控制。PLC可向系统提供分析设备运行状态和发生故障点的信息。每条生产采用1台西门子人机界面PC870进行控制,通过自身的MPI接口与PLC连接,内部安装西门子组态监控软件WINCC。整条生产线采用两种总线模式,PLC与机器人间及PLC与I/O设备之间采用PROFIBUS现场总线进行通讯。PLC与PLC间的通讯全部采用西门子生产的CP443—1交换机进行通讯和数据交换。
机器人和人机界面采用PROFIBUS通讯协议,开关、电磁阀、按钮、指示灯、I/O从站等全部采用现场总线,区域内PLC间的通讯通过DP/DP Coupler进行信号交换,区域间的PLC通过工业以太网进行通讯。这种总线的组合方式,节约了大量的接线工作,同时实现对整个系统的控制,过程状态显示、故障报警信息的显示,使得整个系统操作简便、维护方便、可靠性高。
三、点焊机器人系统
在汽车焊接工艺中,点焊占整车焊焊接的很大一部分,自动化生产线焊接系统主要由点焊机器人系统系统组成。点焊机器人系统包括机器人本体、机器人控制器、点焊控制器、自动电极修磨机、自动工具交换装置、气动点焊钳、水气供应的水气控制盘等。
点焊机器人系统全部采用COMAU工业机器人及相关设备。这些点焊机器人通过控制系统可以进行车型的自动识别和切换。
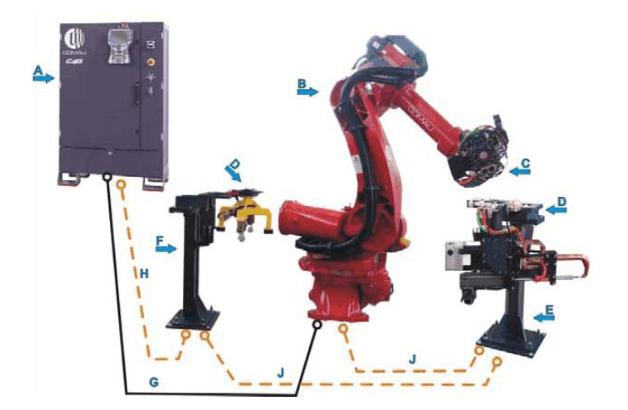
焊接机器人
焊接机器人是典型的机电一体化高科技产品,功能强大、操作简便。点焊机器人系统的控制方式是:由机器人控制柜通过通信网络同生产线PLC西门子控制柜构成机器人焊接生产系统。机器人系统内的点焊控制器、自动电极修磨机、自动工具交换装置、水气控制盘等装置由机器人控制。机器人系统根据上位PLC的车型信号输入来调用对应的机器人焊接程序进行车身装配焊接。
四、车型识别和生产管理系统
自动化生产线将自动化控制系统,制造业执行系统(Manufacture Execute System,MES)集成在一起形成生产线的管理系统。在前期,生产计划输入工控机计算机中,通过工控软件推算出个人工上件点的上件点的生产计划。通过以太网传给PLC。后期对系统进行改造,自动化线能够及直接接受MES系统的生产计划。
M11和M12采用拉动式生产的方式进行,生产线接收MES系统的生产计划。每个工位都有基于MOBY-Ⅰ形式的车型识别系统,车型识别系统载体安装在每个滑橇上。每个工位将根据车型识别系统识别的信息自动进行焊接程序和焊接参数的切换。
在发动机舱总成工位是计划安排的起点。在总成工位粘贴条形码,确定车型信息。发仓被放置在转运平台上时,扫描设备扫描VIN码信息传送给PLC控制柜。控制柜根据接收的生产计划确定机器人是否进行零件抓取,信息无误时给机器人传送信号,机器人执行零件抓取。同时,将VIN码信息传递给下一个工位。
主焊线第一个机器人设置VIN码扫描点,并将信息写到雪橇载体上,并将生产信息传送给下个工位,第二个工位根据信息提前判断功能,提前做好夹具、焊接参数、焊接程序的切换准备工作。当雪橇到达第二个工位时,设备读取雪橇上的车型信息,并将从雪橇上读取的信息同第一个工位传递的信息进行核对,核对正确的情况下,执行程序。以此类推。
整条生产线有9台抓件机器人,上件机器人具有两种车型的识别能力,能根据生产计划选择相应车型的零件,一旦零件错误或缺少零件,该机器人停止工作并且报警,同时每个BUFFER上具备车型识别系统。
五、在线激光检测系统
主线130为机器人激光检测工位,由四台机器人携带激光检测传感器组成,用来保证汽车精度而设立的,对M11.M12车身的252测量特性进行检测。
Perceptron测量系统通过机器人上的激光传感器采集车身实际尺寸,系统通过中转器把数据传输到数据控制站进行分析和标准数据进行对照比较,尺寸出现超出工艺范围,数据站立即发给PLC控制的生产线故障和报警信号,停止生产线,防止不合格车身流到下道工序。

激光检测系统
六、安全系统
硬件配置:CPU 416F-2的西门子PLC, 光栅、急停按钮、安全门、区域扫描仪等。
安全集成的输入输出信号作为过程的接口,可以直接连接单通道和双通道的输入输出信号,例如急停按钮和光栅。安全集成信号作为冗余信号内部连接在一起。采用故障安全的分布式输入输出系统使系统的安全工程配置被ROFIBUS-DP部件替代,包括急停开关设备的替换,保护门监视装置,双手操作等等。
在程序块中对工位的各种安全设备如急停、安全门、光栅进行逻辑控制,替代了传统的安全继电器控制方式;在程序中对各安全设备的逻辑处理主要通过三个程序模块实现:光栅屏蔽数据功能模块,急停屏蔽数据功能块、安全门屏蔽数据功能块。
感谢您对纳控的关注,有任何您关心或想了解的问题
都请留言,我们将尽快给您回访。









