
食品饮料自动化控制系统
1 系统构成
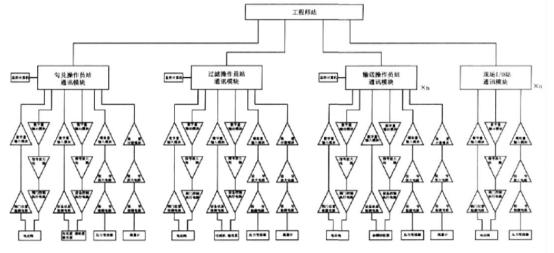
控制系统主要由数据服务器、工程师站、勾兑操作站、过滤操作站、输送操作站及现场I/O站等组成。
1.1 数据服务器运行在32位windows NT/windows2000平台上,可挂接局域网和广域网,为系统各操作站、工程师站提供数据存取服务,并为网上查询提供数据库。
1.2 工程师站运行在32位的windows NT/windows2000平台上,可实现系统的组态及监控功能。
1.3 勾兑操作站,即Profibus总线和工程师站及其他站点连接,通过编程控制器控制相应的电动球阀、电磁流量计、勾兑泵、压力变送器完成勾兑过程。
1.4 过滤操作站,原理同上。
1.5 输送操作站,原理同上。
现场I/O站通过Profibus总线和工程师站及其他站点连接,根据各操作站或工程师站的控制指令,操作控制相应的设备,并向工程师站提供设备状态信号和运行数据。
控制系统主控设备选用西门子公司的S7可编程控制器。
2 系统设计主要指标
年勾兑能力大于15万千升;
销售旺季期间,日勾兑、过滤及输送综合能力大于500千升;
大力提高勾兑精度,一次勾兑成功率要求达到95%以上;
提供面向用户的操作界面,强大的功能和简单直观的操作方式;
向用户提供完整的管理功能、数据报表以及网上查询功能;
提供灵活有效的报警功能和报警方式。
3 关键技术研究
在整个系统中,为了提高生产效率、降低损耗,进行了两项关键技术的研究:即白酒自动勾兑多管线复合利用和白酒生产过程中的管道余酒双向清理。为实现这两项关键技术,须从管路设计、控制系统、配方分解、复合计量,以及气源的综合利用等多方面进行研究。
4 自动勾兑控制过程设计
在工程师站或勾兑操作站输入配方并保存后,通过Profibus总线传送至勾兑操作站临时保存,勾兑操作站即根据配方完成勾兑全过程。系统根据配方的罐号和用量自动起动勾兑泵,自动开启基酒罐、调味罐、软水罐相应阀门和勾兑罐阀门,同时,流量计开始工作。根据流量计的反馈值,当一个基酒罐的用量完成后,自动关闭该罐阀门,起动下一个基酒罐阀门,直至配方用量完成。
系统在运行过程中,对所有勾兑罐、调味罐、软水罐的阀门、设备状态和液位进行实时监控,当出现阀门异常开启或关闭及液位出现异常变动时,系统针自动停止运行,并向操作人员提供报警信号,待操作人员处理并排除故障后,方继续运行。
5 过滤及输送控制过程设计
每个勾兑罐单独铺设一条管道至管板,通过管板分配后,分别进入过滤机组。每3套过滤机组对应一个生产车间(12台计量罐)。
过滤控制可以在工程师站和过滤操作员站进行控制,操作只需要在计算机上选择过滤的原酒罐(勾兑罐)和输送的清酒罐,系统将自动完成相应阀门的开启和关闭,并根据缓冲桶的液位自动开启输送泵。
系统在运行过程中,对所有勾兑罐、清酒罐的阀门、设备状态和液位进行实时监控,当出现阀门异常开启或关闭以及液位出现异常变动时,系统针自动停止运行,并向操作人员提供报警信号,待操作人员处理并排除故障后,方继续运行。
6 控制流程说明
本控制主要用于过滤车间至包装车间清酒管道内余酒的清理,主要作用有三个:最大程度减少浪费,使管道内余酒的利用率提高;最大程度保证质量;提高工作效率。
控制过程:过滤工作结束后,管道内存有大量的余酒。系统根据计算机的控制指令关闭电动阀D1、D4、D5,开启电动阀D2、D3进行清理。压缩空气经过电动阀D3将管道内余酒挤压并进入清酒罐,该过程达到系统预设的工作时间后,正向清理工作结束,开始反向清理;关闭电动阀D1、D2、D3,开启电动阀D4、D5,反向清理开始,压缩空气将管道内剩下的余酒挤压到次品罐,该过程达到系统预设的工作时间后,结束余酒清理工作,系统自动关闭所有阀门。
7 白酒自动勾兑空气搅拌设计
在控制系统中,电动阀D1—Dn安装在勾兑罐区,空压机、干燥设备安装在空压站。它们之间通过Profibus和工程师站完成通讯。
8 控制流程说明
本系统主要用于勾兑罐半成品酒搅拌,使勾兑罐内各种酒液、软水充分组合搅拌。这样既可最大程度地保证酒品质量,还能大幅提高工作效率。
控制过程:勾兑进行到一定程度后,系统根据计算机的控制指令开启电动阀D1—Dn中的一个或多个电动阀,同时,自动开启空压机和干燥过滤设备,系统开始进行搅拌,进行到用户设定的搅拌时间后,自动关闭电动阀、空压机和干燥设备,搅拌进程结束。系统在工作过程中,自动检测各阀门和设备的工作状态,并通过监控计算机向操作人员指示设备状态,确保控制过程按照操作人员的设定进行。
感谢您对纳控的关注,有任何您关心或想了解的问题
都请留言,我们将尽快给您回访。









